Worldwide shipping
Shipping & Returns
Quality assured
Find retail locations
Expert support
For All Your Questions
Fast and secure
For All Your Questions
Shipping & Returns
Find retail locations
For All Your Questions
For All Your Questions

In case we have not met, I’m Alexa Williams, Ask Alexa. I have worked here at Etelux for almost 15 years establishing great relationships with our customers and partners. Throughout my career at Etelux, I have had the pleasure of advocating for you, the customer, to make sure that you are taken care of. Most of the time, I am the friendly voice that answers the corporate phone line, so if we have not met in person, I’m sure we have talked. This form is to reach me directly, and I will respond as soon as I can. You can ask me anything, such as questions about our enclosures, help with which replacement parts to order, certification questions, etc…

Serving the Chinese scientific industry for over 15 years, discover how quality products, competitive pricing, and next day delivery allow us to achieve our mission “Enabling Technology for a Better World ".
Ultricies eu consectetur vitae donec scelerisque ante a ut morbi aptent tincidunt est non sagittis ut.




Shipping & Returns
Find retail locations
For orders above $100
For All Your Questions











When you select Etelux Solutions as your technology provider, you'll be placing your Glovebox& Vacuum Coating Equipment infrastructure in the hands of experienced, trained professionals. We take a different approach and the results are clear. People love our team and the services we provide.




We have more than 16 years of glove box manufacturing experience and have been awarded 35 technical patents.
Our R & D team is committed to innovative technology. Through comprehensive international technical exchange & collaboration and through continuous application of cutting edge engineering and manufacturing techniques we create “state-of-the-art” products and customized solutions to serve the diverse needs of our client base.
We have deployed an ERP system that vigorously and systematically controls, tracks, and monitors the fulfilment process from placement of an order through design, manufacture delivery, installation & commissioning, and post-sale service.
Gantry Machining Centers, CNC Turning Centers, Welding Robots, CNC Press Brake, Laser Cutting Machine and Helium Mass Spectrometer leak detection are among the equipment we use every day to produce our glove boxes. These facilities and equipment not only ensure the consistency of the products, but they also enable us to shorten the prototyping cycle of new product R & D and product customization.
The key to our client service is our seamless integration of deep industry and functional expertise with tools and capabilities to support execution and make change happen—on a global scale.


The system provides a completely sealed working chamber that is fully isolated from the surrounding environment. Operators perform all manipulations inside the chamber via integrated gas-tight gloves. By combining high-efficiency filtration with unidirectional laminar airflow, the system creates and maintains a highly stable environment with extremely low particulate concentration. Its primary purpose is to generate a local ultra-clean micro-environment that either protects internal products/samples from particulate contamination, or, in biosafety applications, protects personnel and the external environment from hazardous substances contained inside the chamber.
The design is centered on two core objectives: particle removal and leak-tight containment. Depending on whether the protection target is the product inside or the operator outside, the system can be configured to operate in either positive-pressure or negative-pressure mode. Typical application areas include biopharmaceuticals, microelectronics and semiconductor processing, precision instruments and optics, aerospace, and other scientific processes that require sample handling and analysis under dust-free, aseptic conditions.

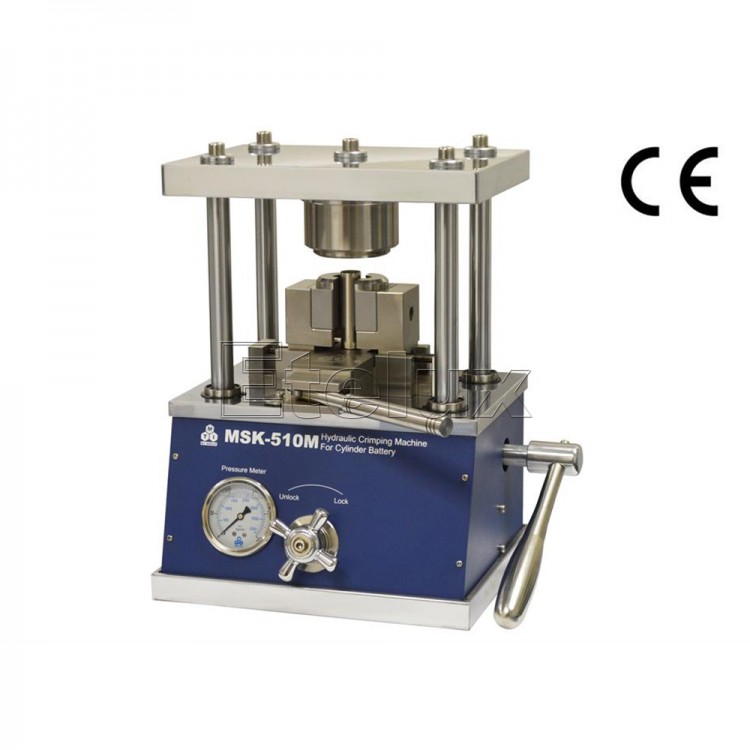
This is a highly customized, multi-process, end-to-end platform for advanced materials and device R&D / pilot production. It enables a fully enclosed workflow from raw-material handling → slurry preparation → thin-film coating / forming → device integration. The system is designed for flexible electronics and energy devices with the most demanding environmental requirements, as well as next-generation materials that are extremely sensitive to moisture and oxygen or require an ultra-clean environment.
The entire system atmosphere is maintained by a Class 100 purification system, ensuring tightly controlled particulate contamination. In the feed glovebox, air-sensitive materials (such as lithium metal, solid-state electrolyte powders, and perovskite precursors) are weighed, premixed and dried to produce slurries or pre-treated substrates. Electrolyte slurry is then prepared in the extruder unit and extruded into films. The substrates are transferred through a T-shaped transfer channel to the spin-coater module for precision thin-film coating; solution preparation, spin-coating and subsequent post-treatments are all carried out under an inert atmosphere to safeguard device efficiency and lifetime.


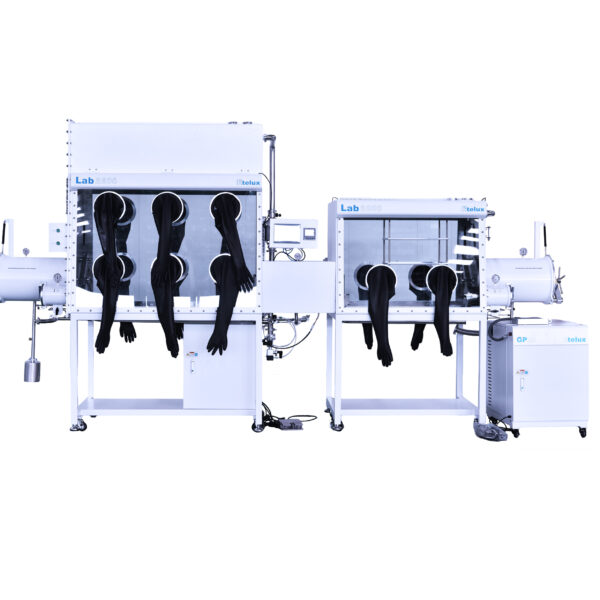
This system consists of two independent glovebox chambers (Chamber A and Chamber B). Chamber A is equipped with a large circular transfer chamber on the right side and a large rectangular transfer chamber on the left side. The rectangular chamber is T-connected to Chamber B via a transfer module, and the transfer chamber is vacuum-pumpable.
Both chambers achieve ISO Class 5 (Class 100) cleanliness to control particulate contamination, and each chamber can be configured to set and maintain different atmosphere environments. Materials can be transferred between Chambers A and B without being affected by the external environment or by the differing atmospheres inside the two chambers.
The system supports continuous operation by one person or independent operation by two people to perform different steps along a process chain, meeting complex workflows that require two extreme or distinct environments. With a more compact layout, it delivers improved environmental control while reducing space requirements and energy consumption.


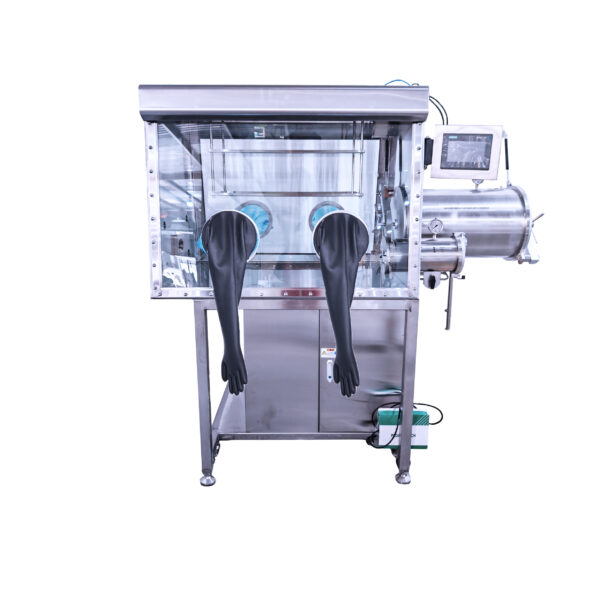
Through a recirculating purification system, this glovebox continuously removes moisture (H₂O) and oxygen (O₂), achieving Class 100 air cleanliness—i.e., no more than 100 particles ≥ 0.5 μm per cubic foot of air (equivalent to ISO Class 5).
The large-volume single chamber provides a uniform atmosphere and can accommodate multiple integrated instruments. The dual-station layout supports two operators working simultaneously or independently, improving efficiency and flexibility. The split-type design helps reduce the impact of vibration and noise on the chamber, making it ideal for advanced technology and industrial applications with extremely stringent requirements for production or research environments.
No account yet?
Create an Account